As is well known, electrical terminal kits are the parts of a power transmission or distribution line where the insulation structure is relatively weak and prone to operational failures, and their production requirements are very strict. in this post, we are going to point out the problems that are often overlooked in the production of electrical terminal kits and middle cable joints. It describes and analyzes these problems and proposes several points to pay attention to during production and solutions.

Electrical terminal kits and middle cable joints are relatively weak insulation structures in cable lines that are prone to faults. Experience in operational management has shown that many accidents have exposed numerous problems in our engineering and quality management of cable lines. Therefore, it is necessary to carefully study the laying of cables, the production of electrical terminal kits and intermediate joints, etc., in order to ensure the long-term safe operation of cables.
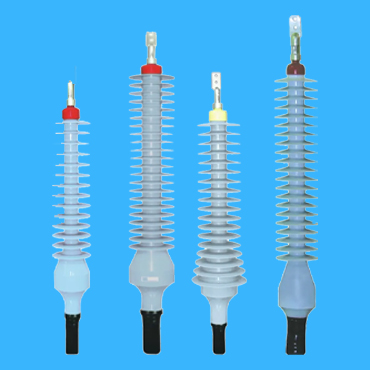
Comparison of different types of electrical termination kit
1.1 Heat shrink electrical terminal kit
1.2 Prefabricated Electrical Terminal Kit
1.3 Cold shrink electrical terminal kit
2 . Construction and production precautions for electrical termination kit
2.1 Personnel engaged in homework. Many units do not have supervision measures to ensure the quality of the project during construction, and the quality of laying and installation, as well as the level of operation and maintenance technology, are relatively lagging behind. Personnel who do not understand or have only partial knowledge of cable line construction technology are employed in the production of cable heads. Their skills are all learned from the master’s “threading belt” technique, and their awareness of the construction process from cable laying to terminal and intermediate head production is insufficient. Therefore, it is necessary to provide professional training and pass exams for personnel engaged in cable operations before taking up their positions, establish cable construction process standards, and strengthen the management of cable head production processes.
2.2 Selection of Electrical Terminal Kit. During construction, it is recommended to use cold shrink cable heads as much as possible, because cold shrink silicone rubber cable accessories are easy to make and do not require spray lamps or soldering. And the silicone rubber cable accessories are elastic and tightly adhere to the cable, overcoming the shortcomings of heat shrink materials.
2.3 Electrical terminal kit production issues. When making terminal heads, some may not need to cut the pencil head, but when sealing tape needs to be wrapped between the cable insulation end and the wiring tool, to ensure the sealing effect, the insulation end is usually cut into a cone to ensure that the wrapped sealing tape and insulation can be well connected.
2.4 Use of stress tubes and stress relief adhesive. The material composition of stress tube and stress relief adhesive is composed of various polymer materials mixed or copolymerized. Generally, the substrate is polar polymer, and high dielectric constant fillers are added. These materials must be used according to regulations.
2.5 Lead out of grounding wire. When making cable heads, it is recommended to separate the steel armor and copper shielding layer by welding and grounding them, which is beneficial for detecting the quality of the cable’s inner protective layer. When testing the cable sheath, a voltage is applied between the steel armor and the copper shield. If it can withstand a certain voltage, it indicates that the inner sheath is intact and undamaged. Steel armor and copper shielding layer can also be connected together for grounding, and we advocate grounding after separate leads.
3. Conclusion
With the improvement of industrial automation, the stability and reliability of power supply are receiving more and more attention from people. How to ensure the safe and reliable operation of these electrical terminal kit and middle cable joints, reduce accident rates, and improve power supply quality is also a common concern for us all at present.